
专注耐候钢景墙加工厂家
可按客户需求来图定制加工
山东军兴耐候金属制品有限公司
电话:15562875958
联系人:张经理
网址:www.sdqqgangguan.com
地址:聊城市高新技术开发区天津路17号
作者:www.sdqqgangguan.com 浏览量: 时间:2022-04-06 15:44
耐候钢板厂家介绍,对于那些需要符合规范的管道和制造焊缝的行业,随着新的热敏合金使用的增加,以及电力和石油行业对更严格的焊接标准的推动,包括那些要求更少焊接缺陷的标准,挑战也随之增加。事实上,一家大型全球石油公司现在要求其焊接和熔覆操作实现 零缺陷。
几十年来,选择的工艺一直是气体保护钨极电弧焊(GTAW,也称为 TIG)。虽然在半自动气体保护金属电弧焊 (GMAW) 和药芯焊丝电弧焊 (FCAW) 方面取得了许多设备和消耗品的进步,但这些工艺从未始终与手动 GTAW 提供的质量相匹配,尤其是在 5G 合金管上(垂直向上和高架)。【耐候钢板厂家】
生产钢或合金管焊缝(5G 位置)以始终满足严格的规范、射线照相、超声波和冶金要求仍然是一项重大挑战。选择工艺时,请注意其对潜在焊接缺陷的影响。了解管道焊接中固有的所有主要过程变量之间的关系也很重要,例如焊接能量、保护气体反应性、极性、沉积速率、速度、焊接质量对焊接熔合的影响和孔隙率。【耐候钢板景观墙】
管道车间可以使用半自动流程,例如 FCAW 和 GMAW。根据焊接位置,其他工艺(例如气体保护药芯焊丝、喷雾转移 GMAW 或脉冲 GMAW)可能仅适用于管道填充焊道。
反极性脉冲 GMAW 和 FCAW 可以为全位置管道焊缝提供更高的焊接熔敷率。与 GTAW 相比,这些工艺确实会产生较低温度的电弧,但它们也会产生高度集中在电弧区域的焊接热量,这有利于熔化快速、恒定进给的焊丝。集中的反极性焊缝热量也会导致典型的大热影响区 (HAZ),这可能是合金管焊缝和其他热敏应用所关注的问题。
FCAW 和 GMAW 都提供 10 倍于 GTAW 获得的焊接熔敷,从而提高了焊接速度。从生产力的角度来看,这可能是有益的,但从质量的角度来看,这可能是有害的。根据管道合金和厚度的不同,GMAW 和 FCAW 可能产生的焊接能量不足以满足交付的速度和焊接质量,尤其是在管根上的前两个 5G 坡口焊道中。当焊接能量不足时,无损检测将显示不完全熔合和过多的焊缝气孔。
脉冲 GMAW 还提供健康的焊接熔敷率,但 50% 的脉冲焊接电流通常小于 100 安培。此外,FCAW 和脉冲 GMAW 能量受焊丝伸出 (WSO) 变化的影响,这与管道焊接中的坡口应用尤其相关。手动操作中 WSO 的微小变化会显着影响所提供的安培数,再次对产生的焊接能量以及获得的熔合量和孔隙率产生负面影响。对于钢和不锈钢,脉冲 GMAW 需要含有 CO 2或氧气的反应性气体混合物。反应性气体混合物增加了焊接孔隙的可能性。【耐候钢树篦子】
用于 5G 和垂直向上焊缝的 FCAW 金红石焊丝可提供速冻熔渣。熔渣设计用于在全位置焊接过程中成型和控制焊道。该工艺还使用反应性气体混合物,与脉冲 GMAW 相比,手动 5G 焊接沉积速率略高。对于 FCAW,不完全熔合缺陷很常见,并且经常被困的熔渣增加了熔合不足。蠕虫轨迹(拉长的孔隙)、夹渣和过多的单孔孔隙也是常见的缺陷。
将脉冲 GMAW 或 FCAW 工艺机械化可以更好地控制一些变量并提高焊接质量。但是,尽管半自动 GMAW 设备和用于全位置焊接的 FCAW 耗材取得了进步,但手动 GTAW 提供了更理想的高焊接能量与少量焊接熔敷的比率。这就是为什么 GTAW 经常成为首选管道工艺的原因。
由于要求将焊丝巧妙地送入小弧区,并且频繁使用脚安培控制,手动 GTAW 需要 5G 管道焊接的最高技能。传统手动 GTAW 的低焊接熔敷率会影响缓慢的焊接速度,这通常会导致热量输入过多。这是热敏合金经常关注的问题。【耐候钢幕墙】
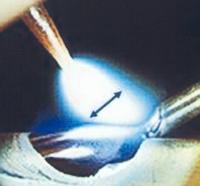
图 1:在传统 GTAW 中,小电弧等离子体能量在大焊丝和小流体熔池之间分配。
在 5G 管道焊接过程中,中低电流 GTAW 工艺会产生一个小的快速冷冻焊缝,其中一部分电弧等离子体能量被引导到焊缝上,另一部分熔化大焊丝的尖端(参见图 1)。气体钨极电弧焊机必须在正确的时刻手动将焊丝引导到最佳电弧区位置。焊工还必须快速引导焊炬将小型流体熔池移动到所需区域上。
大直径焊丝和小的流体焊接区极大地限制了手动 GTAW 送丝速度。狭窄的 GTAW 等离子体和小焊接区对钨到工作距离的微小变化很敏感。钨极气体保护焊机经常使用脚踏控制器来进行必要的大电流变化,以应对焊弧和熔池的快速变化。GTAW 需要具有良好手眼协调能力的高技能焊工。这些技能需要很长时间才能获得,并且随着焊工年龄的增长可能难以保持。
常规手动GTAW使用大直径线材;1⁄16 和 1⁄8 英寸(1.6 和 3.2 毫米)是典型的。大线径与用于大电流埋弧焊应用的耗材有更多共同点。像 0.045 或 0.035 英寸(0.9 或 1.2 毫米)这样的较小导线更适合用于中低电流 GTAW 应用。然而,对于小直径焊丝,焊工根本无法以所需的更高进给速率进给焊丝。此外,快速冷冻的 GTAW 熔池极大地限制了送丝沉积速率的潜力,通常低于每小时一磅。【耐候钢板厂家】
由于他们使用大焊丝直径,手动 GTAW 操作员可以快速将焊丝移入和移出熔池。焊丝浸渍或输送技术经常不一致,焊丝放置可能不会始终处于最佳弧区最佳位置。底线:由于焊丝输送的不规则性,以及造成焊接连接问题的大量起弧和停弧,经常会发生在常规手动 GTAW 中出现的少数管道焊接缺陷。在大直径管焊缝中,大量手动焊接开始和停止阻碍了焊缝的均匀性和连续性。
GTAW 的电极负极性将大部分焊接热量放入待焊接的零件中,从而使热量从焊缝处快速散失。不幸的是,GTAW 的慢速意味着大量热量仍会传递到焊接接头——这是许多多道次和合金应用特别关注的问题。
为了克服手动 GTAW 的缺点,一些管道焊接和熔覆操作采用了自动热丝 (HW) GTAW,它有一个送丝装置和一个单独的 HW 电源,通常为恒定送丝焊丝提供 50 到 100 安培的电流。HW 电流为快速冻结的小熔池增加了更多能量。这些自动化焊接和熔覆操作通常会获得出色的生产力优势,尤其是在平坦位置进行焊接并且电流超过 250 安培时,这提供了大的等离子体以及大的流体焊接区域。
然而,在低于 250 安培的情况下,自动化 HW 工艺会产生更小的等离子体和熔池。使用较低的电流,电弧对钨到工件(电弧长度)的微小变化变得敏感。在这种情况下,自动电弧电压控制是必要的。弧长监测设备是 HW 工艺从未适合作为手动 GTAW 工艺的原因。【耐候钢板厂家】
当谈到管道焊接缺陷时,一些管理人员会将矛头指向人为错误,并可能会考虑使用自动化来消除人为因素。值得注意的是,人工焊接缺陷的一个常见根本原因是所使用的工艺和耗材,而自动化工艺可能无法完全解决问题。
奥地利焊接工程师 Siegfried Plasch 发明了一种称为 TIP TIG 的工艺并申请了专利,这种工艺改变了传统 GTAW 的焊接动力学。TIP TIG 首次在欧洲推出,使用恒定进给的热丝,为焊缝提供额外的能量。导线还叠加了二次高速振荡。振动由独特的四辊驱动板产生。这种机械作用在传递到焊缝中的焊丝上产生振动,搅动熔化的焊池。
热线电流与熔池搅拌结合,破坏表面张力并改变焊接动力学。改变的动力学增加了焊缝对更快送丝的接受度和增加的沉积速率潜力。提高送丝速度可以使用更高的电流,从而为焊接增加更多能量。
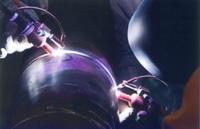
图 2:在该海底管道应用中,每台管道焊机的 INCONEL 焊缝增加了 250%。注意没有焊接烟雾。经过 100% 无损 X 射线检查后,产生的数百个焊缝需要零返工。
焊接动力学的改进显着提高了送丝速度;与传统 GTAW 管道填充通过沉积速率相比,通常会增加 200% 到 400%。更高的沉积量可以实现更快的手动或自动钨极气体保护焊。
虽然许多焊接车间并不关心钨极气体保护焊的焊接速度,但重要的是要记住,由于 TIP TIG 的电极负极性和更快的焊接速度,快速的焊接散热现在可以降低焊接热输入,因此可以生产所有合金焊缝具有尽可能小的 HAZ。这有助于获得最佳的机械和腐蚀性能,并降低裂纹敏感性。热量减少还可以限度地减少烟雾(参见图 2)。
改变的焊缝动力学改善并延长了焊缝流动性,减缓了焊缝凝固。这对于改善管道侧壁熔合和减少孔隙夹杂物缺陷特别有益。提高流动性消除了许多合金常见的焊接迟缓问题,例如双相合金、铬合金、镍合金和 INCONEL®。由于该工艺提供比传统 GTAW 更快的速度并使用惰性气体,因此您可以预期低焊接氧化和高焊接清洁度(参见图 3和图 4)。
更高的焊接速度、由这些速度产生的低热量以及电极负极属性显着降低了焊接氧化电位。这有助于减少合金和多道焊缝中常见的大量清洁和研磨。
使用此工艺,手动焊工无需将焊丝送入焊缝,也无需脚踏控制。焊工可以进入一个更舒适的位置,用一只手支撑他们的身体,或者用两只手放在焊枪上并专注于焊弧区(见图 5)。
大多数冶金焊接问题的共同点是焊接热。使用这种新工艺,许多钛零件可以在没有气体尾随保护罩的情况下进行焊接;可以焊接双相合金而不必担心达到最佳铁素体-奥氏体水平;冲击特性永远不应成为问题;裂纹敏感性合金应具有较低的裂纹敏感性。TIP TIG 还减少了对管道焊接中经常使用的多种工艺的需求。
许多管理人员谈论管道焊接返工成本,但不一定是与低沉积率、慢焊接速度和不良焊接工作周期相关的 GTAW 和 SMAW 成本。但考虑一个北美管道焊接操作,其中焊工使用 3⁄32 英寸的传统 GTAW。(2.4 毫米) 碳钢或不锈钢丝。在此应用中,焊工使用传统 GTAW 在 5G 管道填充通道上每分钟交付 8 到 10 英寸的焊丝。当您转换 3⁄32 英寸时。线(在 8-10 IPM)到 0.035 英寸。(0.9 毫米) GMAW 线通常与 TIP TIG 一起使用,最终得到 56 至 70 IPM 的 0.035 英寸。线,相当于每小时 0.8 英寸到 1 磅。这种沉积速率使典型的手动 GTAW 速度达到 2 到 8 IPM。
典型的钨极气体保护焊机通常每小时可实现约 20 分钟的引弧时间,而 GTAW 钢或不锈钢焊丝每小时可提供 0.8 至 1 磅的焊接金属。考虑到典型的 20 分钟引弧时间,使用传统 GTAW 进行 5G 填充焊道的焊工可以沉积0.27 到 0.33 磅。每小时焊接金属量。
现在考虑在直径为 8 英寸(20 厘米)和 3⁄8 英寸的管道上的典型 TIP TIG 应用。(10 毫米)壁厚,使用 0.035 英寸。电线以 2 至 3 磅的重量存放。每小时。使用这种新工艺,焊工每小时可以实现约 30 分钟的引弧时间。考虑到这一点,TIP TIG 流程允许工人存放1 到 1.5 磅。每小时焊接金属量。
通过独特的 TIP TIG 焊接动力学,焊接准备的变化也可以提高生产率。熔池搅拌和改进的表面张力特性允许制备更窄的 V 型或 J 型槽,而无需担心缺乏熔合。例如,需要 60 度组合 V-prep 的管道应用程序可以减少到 45 或 50 度斜角。【耐候钢幕墙】
图 4:这种超级双相 6 毫米角焊缝的熔敷速度快。注意焊缝清洁度。
控制成本的最重要考虑因素之一是能够限度地减少由常见的不完全熔合和孔隙缺陷引起的焊接返工。当管理人员考虑工艺和消耗变量并了解它们与指定焊接的关系时——再次关注所需技能、焊接能量、金属沉积量、焊接速度和保护气体反应性——他们当然应该选择一种工艺这对于获得特定焊接应用所需的质量是最具成本效益的。
焊接技能只是获得代码质量和最佳焊接生产率所需要求的一小部分。今天在北美,焊接专业人员还有另一个重要的焊接工艺需要考虑。


扫码添加微信号
热线电话
155-6287-5958
上班时间
周一到周五
联系人
张经理


{kind=link}
{kind=link}